
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com

Canton, Michigan, January 14, 2021 – The first major members of Smart Press Shop GmbH have arrived at the Star Park industrial area in Halle (Saxony-Anhalt). These are the components for a ServoLine 20, induction press and laser blanking line, which is to be put into operation in 2021 in the state-of-the-art press shop of the joint venture between Porsche and Schuler. In this newly emerging press shop, the body parts of the Porsche Macan II are pressed, followed by assembly at the body shop in the Porsche plant in Leipzig.
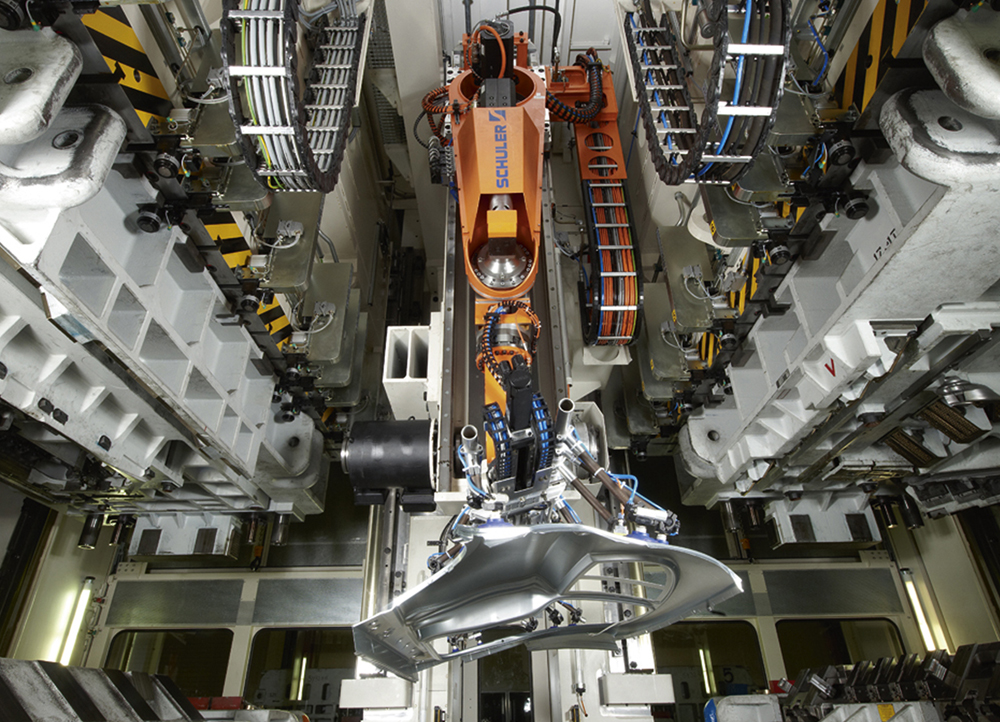
The press line with an output of up to 20 strokes per minute (for example 40 doors, 80 fenders) has numerous intelligent functions from the Industry 4.0 kit by Schuler.
For example, cameras monitor the drawn edge of the shaped components. Under consistent conditions in the forming process, the shape and size of this drawn edge remain largely the same. If there is a change here, it indicates a deviation in material properties, lubrication or pulling forces. Process monitoring is used to inform the plant operator, so corrections can be made at an early stage to avoid expensive scrap/rework parts to a large extent.
The camera-based tool monitoring “Visual Die Protection” controls the correct attachment of connections, detects foreign objects such as wrenches or punch residues in the tool and checks whether the parts have been inserted, reshaped and removed correctly. In the event of a registered deviation from the target state, the press stops immediately to avoid costly consequential damage in the tool.
The oil circulating in the system is continuously monitored to determine the aging of the lubricant. The aim is to change the oil only when its condition really requires it, which significantly increases the useful life. In addition, lubricating oil monitoring allows detection of short-term changes in oil properties, for example indicating contamination with water or foreign particles.
The documentation of the entire system is also available in digital form. This saves employees from spending time searching. The files are available from each control station with HMI and screen as well as from mobile devices that all employees of the Smart Press Shop carry. For faster identification, electrical and fluid components of the system are equipped with a DMC code.
About the Schuler Group – www.schulergroup.com
Schuler offers customer-specific cutting-edge technology in all areas of forming technology – from the networked press to press shop planning. In addition to presses, the product portfolio also includes automation and software solutions, tools, process know-how and service for the entire metalworking industry. Customers include automotive manufacturers and suppliers as well as companies from the forging, household appliances and electrical industries. Presses from the Schuler Group mint coins for more than 180 countries. As a provider of innovative system solutions, we support our customers worldwide in the digital transformation of forming technology. In the 2019 financial year, Schuler generated sales of 1.136 billion euros. Schuler AG, founded in 1839 at its headquarters in Göppingen (Germany), is represented with approximately 6,000 employees at production sites in Europe, China and America as well as service companies in more than 40 countries. The majority of the company is part of the Austrian ANDRITZ Group.
For further information on Schuler Inc., North America, please contact:
Guido Broder, Vice President of Sales & Marketing
Schuler Incorporated
7145 Commerce Blvd.
Canton, MI 48187 USA
734-207-7200
Guido.Broder@schulergroup.com
By Kevin Koval
More and more companies are looking for effective ways to gain additional exposure for their respected brands. One of the best ways that Bernard & Company has been helping clients achieve this is by using Google’s Geotargeting and Retargeting. Many of our clients have had great success with one or both of these types of advertising.

We encourage our clients to use our Geotargeting service during their trade shows or any events that they will be attending. Geotargeting or Geo-fencing is a way to have ads appear within a city, region or country. One of the best features is that you can pinpoint a very small and precise location where you want your ads to show up. We create stunning ads with your company branding, a call-to-action, high-res images of tools or machines, a logo of the trade show and the booth number. We put this kind of information on the ads to entice customers, prospects and editors that are attending the show. By setting these ads up, you will see an increased amount of traffic to both your booth and website.
A great example that we have done for many of our clients in the past is to run Geotargeting ads during the highly anticipated trade show, IMTS that happens every 2 years in Chicago, IL. We create 12 ads that appear within a 5-mile radius around the McCormick Place Convention Center. All of our clients receive thousands of clicks on their ads which are linked to specific landing pages. Your results may vary depending on the size of the trade show. When people show up to your booth, be sure to ask them how they heard of your company and why they decided to come to your booth. You will hear from time to time that they saw your ad online.
Bernard & Company assures all clients that none of their ads will appear on any unwanted sites such as sexual content, racist groups and other inappropriate sites. We work very hard to make sure this never happens and we are diligent to find ways for future prevention.
Have you ever been searching online for a product and later noticing that ads of a similar product appeared on another site? Have you ever visited a website of a company and later seen ads of the same company follow you around the internet? Have you ever searched on Google and seen ads for what you are searching for at the top of the page? These are all examples of Retargeting. How it works is we create two different campaigns. One is a search and the other is a display.
With the search campaign, we must ask ourselves what will our customers or prospects type to search online and what kind of keywords will they be using? When you go to Google and type anything into the search engine, this is considered a keyword. We link keywords with ads that will appear at the top of Google search results. The great thing about these kinds of ads is we have total control of what the ads will say. The ads will have a call-to-action and will link to a landing page on your website. We can set up as many keywords as you would like, target a specific audience and run the ads for as long as you would like. With a Retargeting display campaign, we create 12 similar ads that will appear but since this won’t be linked to a trade show, we can take out the booth number and the event logo.
These ads will activate after the prospect visits your site. An ad will then follow their behavior and it will appear on the thousands of Google friendly websites. How it works is we provide a Global Site Tag that is generated and it will need to be added to every page of code on your website. Without this, the ads will not follow any of your visitors.
At Bernard & Company, we had a client that ran this program for 6 months. By the end of the campaign, they got hundreds of thousands of clicks on their ads, increased their sales, raised brand awareness and improved their Google ranking from page seven to number one.
In both Retargeting and Geotargeting, your ads can appear when people are searching on mobile devices, desktop computers and tablets. This is a Cost Per Click (CPC) type of advertising, where a portion of the budget is billed every time someone clicks on these ads. We manage your ads’ performances and the bidding system. We will make sure you get fantastic results within your budget. For more information, please reach out to Bernard & Company if you are interested to get started on one of these fantastic opportunities.
Continue readingIn these trying times, marketers must get even more creative. Creative? Hmmm. Whom do you know who does that for a living? And knows your company? And your market?
That’s right, your ad/PR agency, who daily brings its clients’ messages to markets, far and wide…or, in the case of some of you, who sell to a limited audience, very narrowly. That’s the upside of our method. We’re not one-size-fits-all, even for our many machine tool clients who might appear to be marketing in the same direction. They’re not and we don’t, for them.
Our agency, precisely because we’re strictly industrial and bring creative solutions to your specific marketing challenges, is your perfect partner in these Covid times, as we will be when we can once again get in your face, literally.
We’re designing and implementing a lot of new and innovative tactics for our clients…and they’re working.
Last piece of advice…don’t be Chicken Little and cut your budget because the sky is falling. It ain’t. The clients we serve who actually INCREASED spending in Covid times have done quite well. It’s the textbook “smaller pie, bigger slice” theory. Stopping your ad and PR efforts in down times only makes it worse. This is a long-proven fact in business marketing. I know it’s all about budget, but every marketing dollar you invest will bring a positive ROI.
Give us a call…we’re doctors of marcom…and we’re ALWAYS on call.
Stay safe,
Tim Daro
President
Suhner Industrial Products Corp. (Rome, Georgia) is proud to introduce machining units with special guards that protect mechanical and electrical components against contamination from fiberglass dust and fibers, as well as dust from composite and 3D printed products. Suhner offers automated drilling, boring, tapping, threading and other tools for high-production environments on these products throughout North America.


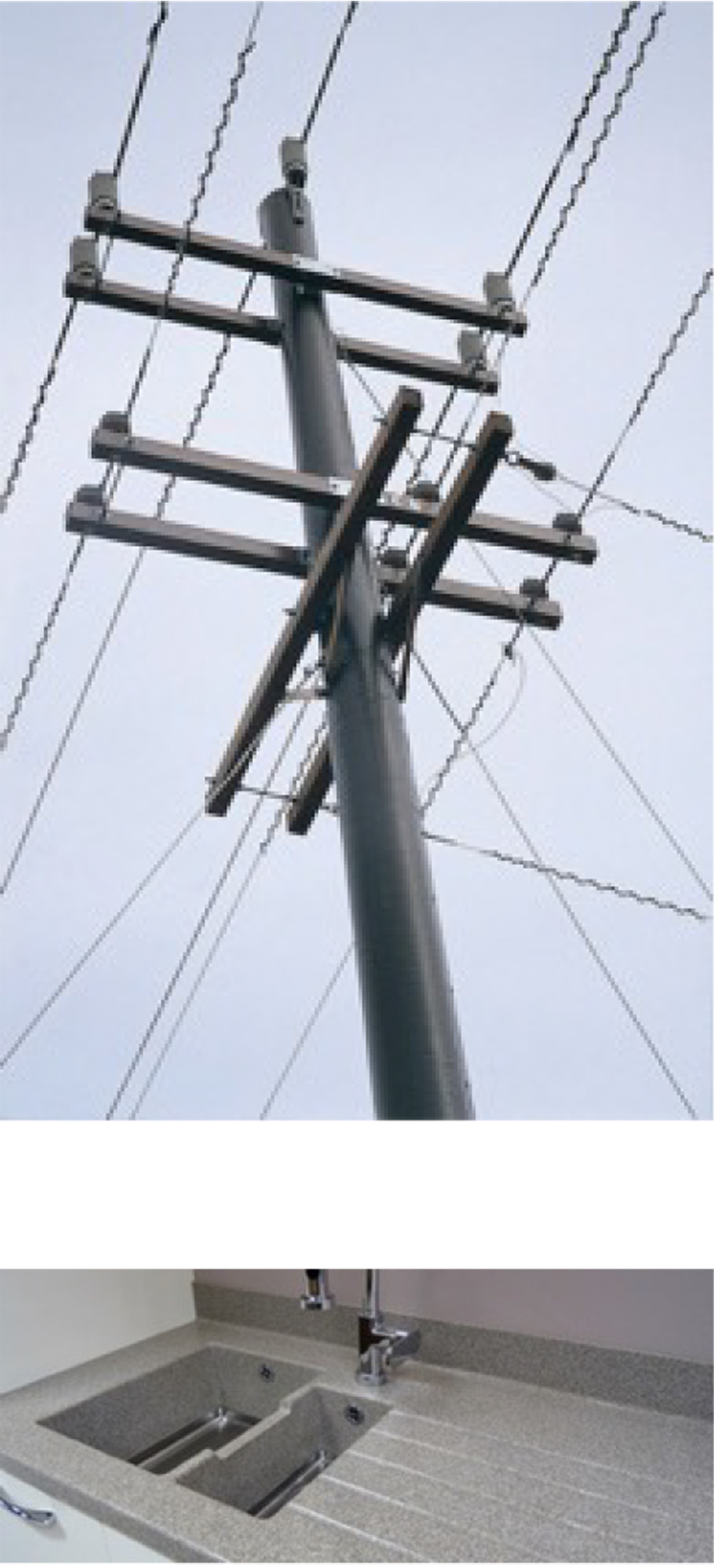






When drilling high quality holes into sheet metal composites and dissimilar material stacks of resin bonded fibers or 3D printed polymer substrates, for example, these dust-protected machining units are an ideal solution. They are universal and can be positioned everywhere alongside the workpiece for precision, automatic machining. Regardless of the complexity of the workpiece or the number of operations that need to be performed, all machining units work at the same time and only the longest operation defines the total cycle time, when the units are used in multiple setups.
Any number of Suhner machining units can be applied from different directions and perform all necessary operations at the same time. Additionally, more operations in a smaller footprint lead to greater time savings, while standard and customized solutions are offered through an optimized modular component system from Suhner. These robust machining units have myriad applications in the automotive, RV, building, appliance, aerospace and electrical industries.
For more information, please contact:
Suhner Industrial Products Corp.
Machining Division
25 Anderson Road SW
Rome, GA 30161 USA
Phone: 706-235-8046
Fax: 706-235-8045
machining.us@suhner.com

Brochure Provides Technical Data and Feature Details on Popular, Economically Priced Unit
 Suhner Industrial Products recently released a revised 6-page color brochure detailing their ECONOmaster® drilling unit. The ECONOmaster® line is made in the USA and is suitable for multiple materials, such as metal, wood, and plastics.
Suhner Industrial Products recently released a revised 6-page color brochure detailing their ECONOmaster® drilling unit. The ECONOmaster® line is made in the USA and is suitable for multiple materials, such as metal, wood, and plastics.
The revised brochure offers detailed information, including technical data, product features, specifications and mechanical drawings. It features speed & feed charts as well as a full range of collet sizes available. Optional mounting stand and details for 2 spindle multi-head & adapters are also shown. The final page includes a part numbering matrix that is easy to understand and helps the customer order the perfect unit.
The ECONOmaster® drilling unit is affordably priced at just over $3,000 for the basic unit. It is in stock for immediate delivery or customizable to suit the customers application.
For more information, please contact:
Suhner Industrial Products Corporation – Machining Division
25 Anderson Road SW
Rome, GA 30161 USA
Phone: 706-235-8046
Fax: 706-235-8045
Machining.us@suhner.com
www.suhner.com

This new version features a spindle speed increase of 25%
 Suhner Industrial Products (Rome, Georgia) introduces its machining unit BEX 15 with maximum spindle speed up to 23,000 RPM, thus offering higher speeds and improved production inline. Standard variations are equipped with electric motors of 0.55 kW, 0.75 kW and 1.5 kW. An adapter flange is designed for the installation of multiple spindle heads and angle heads.
Suhner Industrial Products (Rome, Georgia) introduces its machining unit BEX 15 with maximum spindle speed up to 23,000 RPM, thus offering higher speeds and improved production inline. Standard variations are equipped with electric motors of 0.55 kW, 0.75 kW and 1.5 kW. An adapter flange is designed for the installation of multiple spindle heads and angle heads.
A new style timing belt drive multiplies the motor speed up to 13,050 RPM spindle speed. An AC inverter drive is used to increase the spindle speed up to 23,000 RPM at 87 Hz. Standard motor mounting on BEX 15 machining spindles is in the rear. Optional front motor mounting is available upon request. Additional optional features include frequency converter and direct drive servomotor.
The machining unit BEX 15 can be applied in axial and radial orientation, directly mounted to a Suhner linear slide assembly Type UA15-PH or UA15-CNC. In this combination, numerous operations such as milling or demanding drilling cycles including jump or peck feed can be accomplished easily.
Four optional toolholder systems (Collet ER25, ISO30, HSK50 and Weldon), standard air purge connections for spindle and belt housing including a number of additional options (for example, coolant through the spindle or automated tool change features) make this machining unit type BEX 15 adaptable and an optimal choice for demanding and specific inline machining requirements. BEX 15 with HSK spindle includes an integrated 4-point clamping system form C, for manual tool clamping.
For more information, please contact:
Lee Coleman, National Sales Manager-Machining Division
Suhner Industrial Products Corp.
25 Anderson Road SW
Rome, GA 30161 USA
Direct: 706-314-2927
Mobile: 706-409-1876
Fax: 706-235-8045
lee.coleman@suhner.com
www.suhner.com

Quill-feed drill used Suhner drill heads for accuracy and reliability
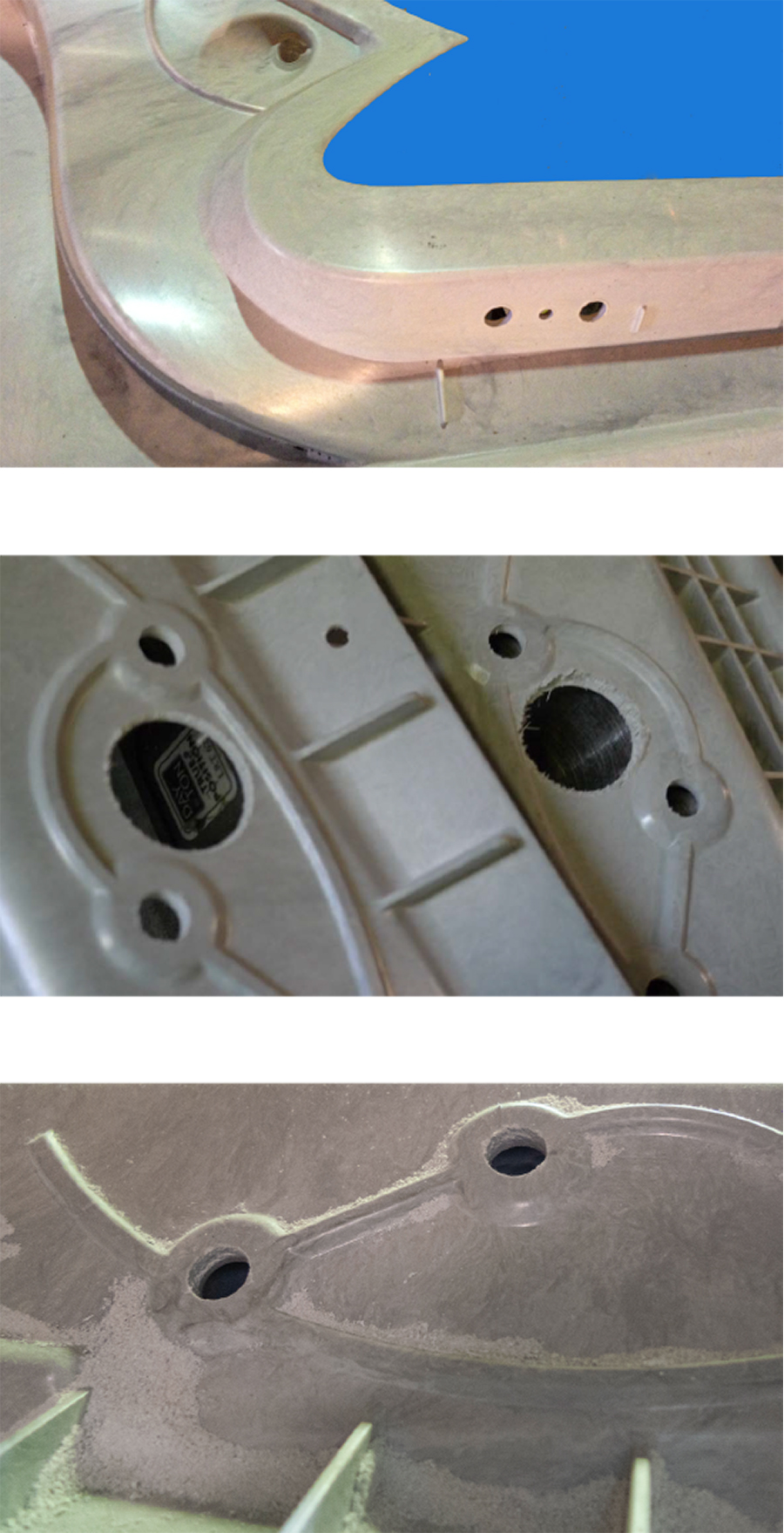
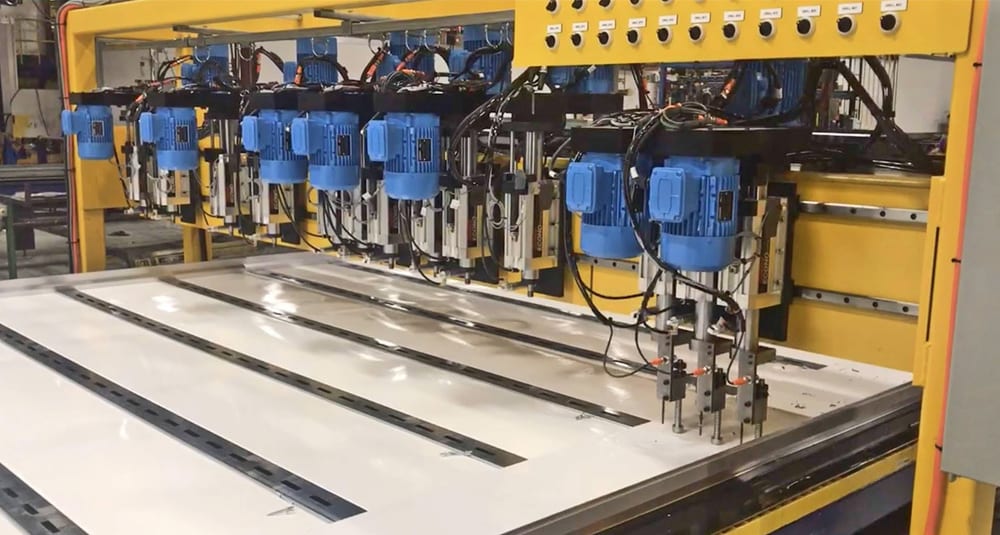 On a recent project for Mid-State Engineering in Tipton, Indiana, Suhner custom ECONOmaster® drill units were used to automatically drill holes into fiberglass panels for a truck trailer body. The range of hole sizes are half an inch. ECONOmaster® is used to reduce the center to center point of the holes drilled by a quill-feed drill.
On a recent project for Mid-State Engineering in Tipton, Indiana, Suhner custom ECONOmaster® drill units were used to automatically drill holes into fiberglass panels for a truck trailer body. The range of hole sizes are half an inch. ECONOmaster® is used to reduce the center to center point of the holes drilled by a quill-feed drill.
This quill-feed drill unit has selectable drill heads that can be used at once or individually. Using servo drive motors, the machine auto indexes down a table to ensure precision hole locations across a 60-foot span. According to Tom Raver, engineering manager at Mid-State Engineering, “The machine helps give our transportation customers a competitive advantage, increasing production volume while reducing rework at the same time.”
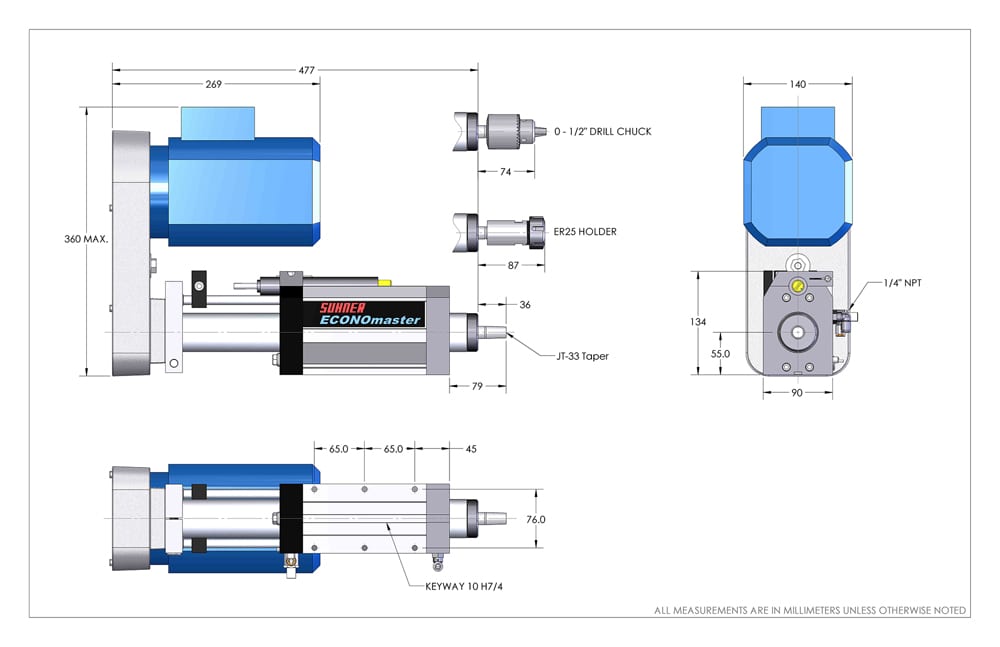
 The ECONOmaster® line of drilling units is ideal for multiple materials such as: light metal, wood, composite, plastic and foam. This drilling unit features low power and air consumption, adjustable motor housing, adjustable total stroke up to 4”, hydraulic feed control cylinder, J33 taper spindle end, 0-1/2” drill chuck, electric front & rear position limit switches, belt tensioner and chrome-plated quill. Basic unit weight is 45 lbs. Other key features include adjustable feed stroke of ½-3”, 400 lb. thrust at 85 psi, operating pressures to 110 psi, TEFC/IP56 protection, standard 230V/460V, concentricity of .002” TIR, speed ranges to 9600 RPM and an air connection retract/advance of ¼”-20 NPT.
The ECONOmaster® line of drilling units is ideal for multiple materials such as: light metal, wood, composite, plastic and foam. This drilling unit features low power and air consumption, adjustable motor housing, adjustable total stroke up to 4”, hydraulic feed control cylinder, J33 taper spindle end, 0-1/2” drill chuck, electric front & rear position limit switches, belt tensioner and chrome-plated quill. Basic unit weight is 45 lbs. Other key features include adjustable feed stroke of ½-3”, 400 lb. thrust at 85 psi, operating pressures to 110 psi, TEFC/IP56 protection, standard 230V/460V, concentricity of .002” TIR, speed ranges to 9600 RPM and an air connection retract/advance of ¼”-20 NPT.
Founded in 2008, Mid-State Engineering features an in-house electrical and mechanical engineering staff with over 100 years of manufacturing engineering experience. This vast experience is used to design and build unique systems tailored to customer applications. In addition, the in-house mechanical and engineering staff also provide in-house fabrication. This makes Mid-State Engineering a one-stop shop for companies looking to enhance their processes or implement new ones.
 Mike Ricketts, regional sales manager for the machining division at Suhner felt that this collaboration was a perfect match for both companies. It allowed Suhner to offer a wide variety of products with an innovative partner that can offer superb turnkey solutions to meet customer needs. He says, “The team at MSE is very easy to work with as they are able to help fill and prioritize the customer’s wants and needs with their “out of the box” approach each project. It is refreshing to partner with a company that can do almost anything from small, intricate assembly cells all the way up to large industrial automated robotic assembly lines.” Tom Raver was also pleased with the partnership commenting, “Mid-State Engineering is appreciative of the partnership with Suhner to provide a quality long-lasting equipment/drill heads to our customers.”
Mike Ricketts, regional sales manager for the machining division at Suhner felt that this collaboration was a perfect match for both companies. It allowed Suhner to offer a wide variety of products with an innovative partner that can offer superb turnkey solutions to meet customer needs. He says, “The team at MSE is very easy to work with as they are able to help fill and prioritize the customer’s wants and needs with their “out of the box” approach each project. It is refreshing to partner with a company that can do almost anything from small, intricate assembly cells all the way up to large industrial automated robotic assembly lines.” Tom Raver was also pleased with the partnership commenting, “Mid-State Engineering is appreciative of the partnership with Suhner to provide a quality long-lasting equipment/drill heads to our customers.”
For more information, please contact:
Lee Coleman, National Sales Manager-Machining Division
Suhner Industrial Products Corp.
25 Anderson Road SW
Rome, GA 30161 USA
Direct: 706-314-2927
Mobile: 706-409-1876
Fax: 706-235-8045
lee.coleman@suhner.com
www.suhner.com

CERATIZIT USA has joined forces with several companies to make ventilators. The CERATIZIT Group has extensive experience in the carbide production process, from the powder to the finished cutting tool. Not only does this allow special-purpose tools to be developed for customer-specific applications but it also means that a full range of industry-specific standard tools are held in stock and quickly available. High-precision drilling, reaming, countersinking and boring are specialties of CERATIZIT. Involved in this effort is Staub Precision Machine and the industrial distributor Abrasive Tool.

Staub Precision Machine used CERATIZIT reamers to perform a finishing operation of high-precision holes to size. The reamer was a solid carbide PCD tipped (polycrystalline diamond) with through-tool coolant diameter of .626” +.0005 -.0000. The material cut was aluminum and the production run quantity was 2,500 parts per week. In addition, Staub designed and machined two tombstones as well as collets. There were 33 parts on each of the four sides of the tombstone in the machine and Staub made 132 parts at a time. The machine was running at 4900 RPM (revolutions per minute) and 78 inches per minute feed. The hole was only .250” deep, taking less than a second per hole to ream. In addition, the hole was sized .616” before reaming, leaving .010” of stock allowance. While the hole has a .0005” tolerance, the reamer cuts the same size every time with a high mirrored finish.
Located in Hamburg, New York, Staub Machine Company was founded in 1975 in Tony Staub’s garage. Over the next 43 years, the company developed into an industry leader in precision machining and the precision industry. In 1995, Staub moved into an old Super Duper grocery store located at 206 Lake St. in Hamburg. Tony Staub decided to sell the assets of Staub Machine Company to Staub Precision Machine, Inc. to keep the company intact, innovating and growing. Today, the company supplies high-volume production to match the needs of customers, producing machine component parts for a number of manufacturers across the country, especially in Western New York.

The close collaboration between Staub and CERATIZIT was achieved thanks to Abrasive Tool. Located in Buffalo, New York, the company is a distributor of high quality tooling solutions. Jay Janca, distributor sales engineer, supplied Staub Precision Machine with the reamers, helped process the part and also coordinated delivery of several other parts. He and Tony Staub started this project on a Thursday evening in his garage with a set of drawings and a part he needed to make for a ventilator client. Through Janca, he reached out to Chuck Somerville, CERATIZIT sales engineer and told him about the project. Quickly, Tony, Jay, Chuck and the staff at CERATIZIT worked on confirming details of the tool. CERATIZIT had an approved drawing at the beginning of the week and the reamers were shipped on Friday of the same week and in production the following Monday. This was just over a week after the initial discussion. Staub machines run unattended for maximum productivity 24/7, so CERATIZT worked to make the process as smooth as possible. Tony was very happy with CERATIZT, saying, “I was amazed at how quickly they responded and the reamers produced a beautiful part. I am sure we will continue working with CERATIZIT in the future.”

Another two companies that joined CERATIZIT in the manufacturing of ventilators were Blackhawk Industrial and another manufacturer of precision metal components. As CERATIZIT products are distributed by Blackhawk, the company helped connect CERATIZIT with their customer. Commenting on why CERATIZIT was chosen, sales engineer Mitch Vraja said, “We were asked to provide reamers because they know our quality and we had a quick delivery.” Blackhawk Industrial is an industrial distributor in Brunswick, Ohio. The machining process performed by their customer company involved machining adapters. In order to ensure that the tool holding device could accommodate various types of cutting tools, CERATIZIT reamers were used to create a hole for better positioning. Different cutting tools in the adapter were used on various machines. The tool involved was number 52M.57.0497, known as Fullmax – DBGU – Ø4,97 +4µ. The material cut was stainless steel. The ventilators had to fit in a precise location, thus dowel pins were used to locate the mounting brackets to the mobile unit. In this process, five reamers were used to provide a true position diameter. The tool diameter of the reamed blind hole in stainless steel was .1958 +/- .0005. There were three holes in each bracket and over 10,000 brackets were made.
Blackhawk’s customer blends old world craftsmanship with cutting- edge technology. Capabilities include precision turning, grinding, milling, automated assembly and inspection, semi-automated assembly, manual assembly and wire EDM. Additional capabilities are CNC machining, Swiss machining, machining ranges between 3mm and 66 mm and material neutral machining. The company serves the automotive, hydraulics, sensor, recreational vehicle, plumbing, application, natural gas, firearms, off-road vehicle and medical equipment markets. Within the medical field, the company specializes in manufacturing small diameter components requiring strict tolerances and superior finish.
As an industrial distributor, Blackhawk specializes in metalworking equipment categories such as carbide cutting tools, abrasive, fabrication and machining equipment. In addition, the company has a wide offering of packaging, MRO products and a proven ability to provide custom industrial vending solutions, as well as creative supply chain solutions.
For more information, please contact:
CERATIZIT S.A.
101, Route de Holzem
LU-8232 Mamer, Luxembourg
Tel: +352 31 20 85-854
www.ceratizit.com
CERATIZIT USA, Inc.
Canada, United States
11355 Stephens Road
Warren, MI United States 48089-1833
Tel: +1 586 759 2280 (Toll free: +1 800 783 2280)
www.ceratizit.com
Leading supplier of fast hole EDMs now offers added features of REALTIME

Model FH40-fast hole EDM with REALTIME
Beaumont Machine – Batavia, Ohio
Beaumont Machine, located in Southwest Ohio, has updated its core fast-hole EDM machine, the FH40, with added features, including a faster response time.
According to company President Ed Beaumont, “Fast-Hole EDM has changed in the past five years from primarily producing cooling holes to the needs on shapes and diffusers. The additional need for a lower recast and virtually no microcracking has become the standard in aerospace. As a result, Beaumont Machine has been working on answers for our customers, focusing on the ability to work REALTIME with our power supply to control interconnection and closed-loop features. Doing so aids in delivering a better overall quality for our process. Other features that improve with the REALTIME process such as micro-pulse technology, breakthrough hole-start technology and blind hole drilling all benefit from this better interconnection between the power supply and control.”
This new design has been incorporated in the company’s mainstay fast hole machine, the FH40. Additional features of this machine include:
For more information, please contact:
Ed Beaumont
President
BEAUMONT MACHINE
4001 Borman Drive
Batavia, OH 45103
Phone: 513-701-0421
Web: www.beaumontmachine.com
Email: beaumach@msn.com

 Bettencourt Dairy in Wendell, Idaho houses over 13,000 Jersey dairy cows with a crossvent scrapped barn. At this dairy, the milking cows produce an average of 18 gallons of manure, per cow, per day, plus some added parlor water.
Bettencourt Dairy in Wendell, Idaho houses over 13,000 Jersey dairy cows with a crossvent scrapped barn. At this dairy, the milking cows produce an average of 18 gallons of manure, per cow, per day, plus some added parlor water.
Previously, the farm used only conventional slope screens for their primary separation which removed the coarse material. The farm had to dredge their 200 acre-foot waste lagoon once a year.
Bettencourt Dairy needed to process and meet their nutrient management plan when they added cross vents and vacuum trucks to move the manure from the barns. In 2018, they decided to add a Centrisys CS26-4DT dewatering centrifuge to remove the fines from the manure.
“We saw the Centrisys centrifuge as the only piece of equipment that was going to be able to get the solids out of our water,” Don Brand, Bettencourt Dairy Operations Manager of Equipment and Buildings. “The centrifuge seemed like the only piece of equipment that would be able to grow and expand with the operation.”
 Without added chemicals, the CS26-4DT centrifuge removes most of the solids, typically leaving less than 1% total suspended solids in the effluent manure that previously went into the lagoons. In other words, instead of dredging a few feet of solids from the lagoon, the Centrisys centrifuge reduces the solids down to only few inches. Now, the farm only has to dredge their waste lagoon once every 2 to 3 years instead of every year. The residual manure solids is 25% total solids and is resold as compost fertilizer.
Without added chemicals, the CS26-4DT centrifuge removes most of the solids, typically leaving less than 1% total suspended solids in the effluent manure that previously went into the lagoons. In other words, instead of dredging a few feet of solids from the lagoon, the Centrisys centrifuge reduces the solids down to only few inches. Now, the farm only has to dredge their waste lagoon once every 2 to 3 years instead of every year. The residual manure solids is 25% total solids and is resold as compost fertilizer.
“The Centrisys centrifuge was the first piece of equipment that we bought for manure processing that worked from the beginning the exact way it was promised,” Brand said.
Centrisys/CNP supports global sustainability through its resource intensification portfolio with water and wastewater equipment and processes. Our systems are simple. They are designed to use less energy, less chemicals and less space. Centrisys is a U.S.A. manufacturer of dewatering centrifuges, sludge thickeners and also provides global service, repair and parts for all centrifuge brands. CNP, a division of Centrisys, designs and supplies nutrient recovery and biosolids treatment optimization systems.
For more information, please contact:
Centrisys/CNP
9586 58th Place
Kenosha, WI 53144
262-654-6006
Michele Whitfield or Jessie Jones
Email: marketing@centrisys-cnp.com
Website: www.centrisys-cnp.com